Blow molding is a unique molding process that is used to create simple or complex hollowed-out parts from plastic. Manufacturers choose blow molding technologies when they want to mass-produce simpler designs cost-effectively.
Today, blow molding technology is majorly applied to everyday and consumer goods but its application extends to every hollowed-out part. It extends to various industrial sectors such as the automotive and construction industry. In addition, there is an increasing demand for blow molding technologies in the pharmaceutical sector as well. For instance: Sanitizers.
The accuracy and efficiency of the blow molding technique largely depend on the type of technique, material, and the complexity of the design. In this article, we discuss the blow molding technique in detail.
Blow molding is a type of molding technique that is specifically used to create hollow objects or parts. This technique follows the principle of glassblowing in which a glassblower blows air across the heated glass, thus, creating a hollow glass object.
In this technique, the raw material i.e. the plastic is heated and expanded, after which it’s formed into a parison. The plastic parison is now secured to the top of the mold, and hot air is now blown which stretches the parison across the interior walls of the mold cavity. When the blowing is complete, the part is allowed to cool off and then ejected from the mold. If any trimming is required, then the excess material is removed in secondary processes.
‘Blow molding’ and ‘Injection molding’ are two terms that are interchangeably used but functionally speaking, they are not the same. In both techniques, the molten resin is introduced into the mold cavity but blow molding is specifically used to create hollow objects such as water bottles, whereas injection molding is used to create various types of solid objects that are more complex in design.
Blow molding primarily involves blowing hot air into a mold cavity to manufacture hollow parts and this is the major difference between the two techniques. Blow molding forces the plastic outwards to produce a hollowed-out effect.
You should also note that blow molding techniques produce thin-walled products. In addition, injection molding tools are more expensive than blow molding tools.
Currently, there are three main types of blow molding techniques used in the manufacturing sector i.e. injection, stretch, and extrusion blow molding. They differ from each other in terms of their applications.
Injection and stretch blow molding are used to create hollow plastic parts that are relatively smaller parts such as water bottles and cosmetic containers. Extrusion blow molding, on the other hand, is used to create hollow parts that are medium to large and have more complex geometries or extensive technical details such as DEF tanks and HVAC ducts. The extrusion blow molding technique is often implemented when complex products need to be manufactured at a large scale. Let’s understand these techniques further:
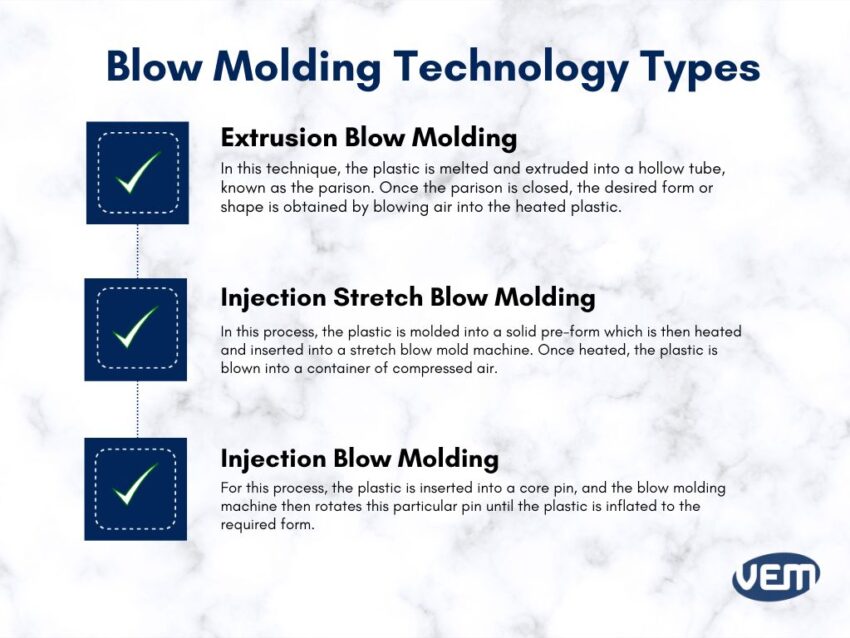
In this technique, the plastic is melted and extruded into a hollow tube. This is known as the parison. Once the parison is closed, the desired form or shape is obtained by blowing air into the heated plastic. After cooling, the part is ejected.
Injection stretch blow molding uses less material than injection blow molding and is widely used to make soft drink bottles. In this process, the plastic is molded into a solid pre-form which is then heated and inserted into a stretch blow mold machine. Once heated, the plastic is blown into a container of compressed air. After the desired form is achieved, the part is then cooled and ejected.
For this process, the plastic is inserted into a core pin, and the blow molding machine then rotates this particular pin until the plastic is inflated to the required form. Once the desired form is achieved, the part is cooled and ejected. Injection blow molding is relatively more time-consuming than the other 2 techniques.
An array of plastics can be used to manufacture plastic parts via the blow molding technique however; the material selection process can be daunting and complicated. In this section, we discuss plastics that are well-suited and can help you achieve optimal results via blow molding:

ABS is a popular plastic that can be molded well after drying but it is not as chemically resistant as other plastics such as Polyethylene and Polypropylene. ABS is particularly used to manufacture helmets, appliances, and containers.
HDPE is one of the most popular blow molding materials as it demonstrates excellent physical properties such as chemical resistance, temperature resistance, and a high strength-to-density ratio.
HDPE can also be easily molded via blow molding techniques and can be used to manufacture an array of consumer goods such as bottles and containers.
LDPE is softer and more flexible than HDPE and it is thus applied to manufacture softer products such as plastic bags, squeeze bottles, and shrink films. LDPE, similar to HDPE, is easier to mold and is chemically inert.
PP is similar to HDPE but it is less dense, stiffer, and resistant to extremely high temperatures. It is thus, popularly used for manufacturing parts that are often subjected to elevated temperatures such as dishwasher tubes.
There are 2 types of PVCs – Rigid and Soft. Soft resins are popular material choices for blow molding techniques.
Soft PVC is often used to manufacture soft medical parts via the blow molding process.
PU is easy to mold and is a rigid plastic. There are a variety of temperature-resistant PU available, which makes it a popular choice for an array of applications.
Santoprene is a thermoplastic vulcanizate that in many applications demonstrates rubber-like behavior. Santoprene is often used to manufacture hollow electrical appliances and medical equipment.
Let’s take a look at some of the general design guidelines you should consider if you’re planning to manufacture plastic parts via blow molding techniques.
The blow molding technique makes the material stretch thus, it is crucial to take into account the elastomeric properties of the material. If the elastomeric properties of the plastic are exceeded, then a hole may tear in the plastic during the process.
In addition to the elastomeric properties, it is imperative to also focus on the mechanical, electrical, physical, chemical, and heat resistance properties. You should also note that if a material meets most of the requirements of the desired plastic part but if the plastic falls short in certain areas, then it is possible to fulfill those properties via additives.
Let’s take a look at some more crucial aspects that must be paid attention to while selecting the material for processing via blow molding:

Once you have selected the apt material, the next design parameter that needs to be considered is the ‘blow ratio’. The blow ratio helps to determine localized thinning i.e. the part areas that might thin down during the blow molding process.
If the blow ratio isn’t right or poor, then there may be an issue with maintaining minimum wall thickness, thin spots could arise in the corners and it can lead to various types of defects such as shrinking or warpage.
It is imperative to include a draft to ensure part moldability. If a part draft is not included, then there can be issues with ejecting the part from the mold. This could cause damage to both the part as well as the mold.
A thumb rule for the design consideration is to allow as much draft as possible. There should be at least one degree of draft per inch of cavity depth.
When the parison hits or touches the mold wall, it starts to cool off and harden. You should note that the farther the parison stretches to fill the cavity, it keeps on becoming thinner which creates weak spots. The stretch can be minimized by rounding off the corners and edges. You should also note that the edge radii and corners should increase as the blow ratio increases.
The next factor that must be considered is the shrink rate of the plastic. If this factor is not accounted for, it can lead to various types of deformations.
Every plastic shrinks as it cools thus, it is imperative to understand the impact of the design on the shrinkage. You should note that various factors affect the shrink rate of the plastic such as the shape and quantity of features, cooling time, and wall thickness.
Blow molding is an efficient and cost-effective process that focuses on manufacturing sustainable plastic parts. Let’s take a look at some of the advantages of blow molding techniques:
Blow molding technique has various production benefits such as high-volume production runs and faster manufacturing. This technique thus, enables manufacturers to produce large quantities of hollow plastic parts in a short turnaround time.
When it comes to mass-producing hollow plastic parts, blow molding when compared to rotational molding and thermoforming is a more cost-efficient process.
Plastic parts that are manufactured via the blow molding technique can be reinforced with either a lightweight foam core or internal ribs to increase their structural strength and impact resistance.
Through blow molding, it is possible to achieve high insulation and noise reduction by vacuuming the hollowed-out part.
Extrusion blow molding techniques make it possible to achieve more complex and bespoke designs. It is further possible to achieve precise sizes, apt wall thicknesses and tight tolerances through blow molding.
The blow molding process can be applied to an array of applications that primarily require the manufacturing of hollowed-out parts. The technology applications range from plastic bottles to fuel tanks, flower pots, and toy wheels.
Blow molding techniques have significantly improved manufacturing capacities by enabling the production of large volumes in a short time frame. In addition, the incorporation of machines has resulted in a faster production cycle.
Today, blow molding technologies have evolved to give rise to 3D blow molding which is essentially an automatic manufacturing process. This process reduces flash around the material and enables seamless component integration.
The blow molding technology process has surely elevated the efficiency through its fast processing of large production runs but there are certain challenges with blow molding techniques. Let’s understand these disadvantages further:
Unlike injection molding services, blow molding relies heavily on petroleum, thus, it poses a significant environmental risk!
This technique also produces plastic that does not biodegrade. If thermosetting polymers are used, it’s harder to recycle as such materials cannot be reshaped or reformed for recycling.
There are limitations concerning the wall thicknesses since plastic parts must be hollowed but they still need to retain sufficient strength and integrity.
Blow molding technique is limited to only manufacturing hollow forms such as bottles and plastic containers. It thus has a very limited application.
Blow molding techniques extend to various small and large parts and the implementation of the exact technique depends upon the complexity and the design characteristics. If you are unsure whether your product is suited for blow or injection molding, don’t hesitate to contact us. Injection molding has been our core competency for decades.
At VEM-Tooling, we have an experienced team of design experts and engineers who can help you choose the right solution for your project!