Injection molding is an efficient manufacturing process that produces high volumes of identical plastic parts. The setup process and finetuning require exceptional technical expertise as there are various variables that need to be paid attention to!
Errors during the injection molding process need to be controlled as they can often lead to defects. It is essential to note that even a small, minor error during the product development stage can compromise the integrity of the product.
Injection molding defects can compromise the aesthetic appeal of the product, functionality and more. They can arise due to various reasons that could be either due to any of the following reasons:
There are various types of injection molding defects that the manufacturer needs to keep at bay and one of the most common defects that occur in plastic injection molding is known as ‘plastic warping’. In this article, we will discuss everything that you need to know about plastic warpage.
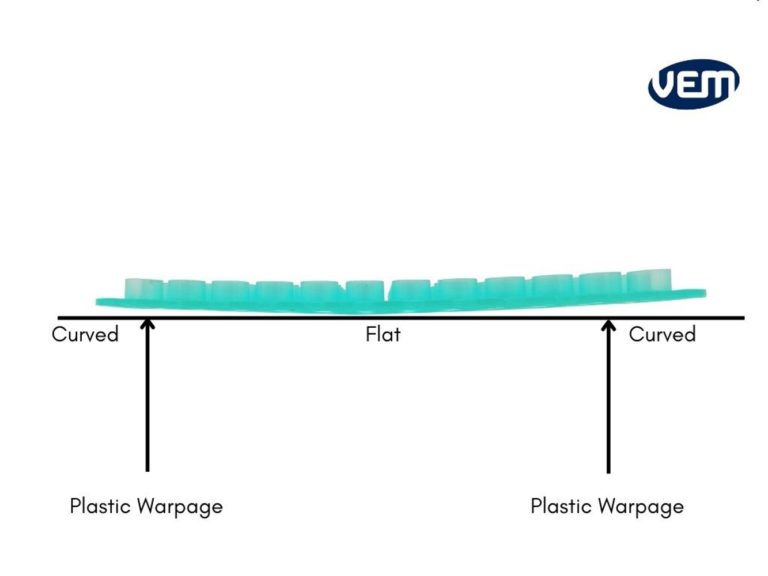
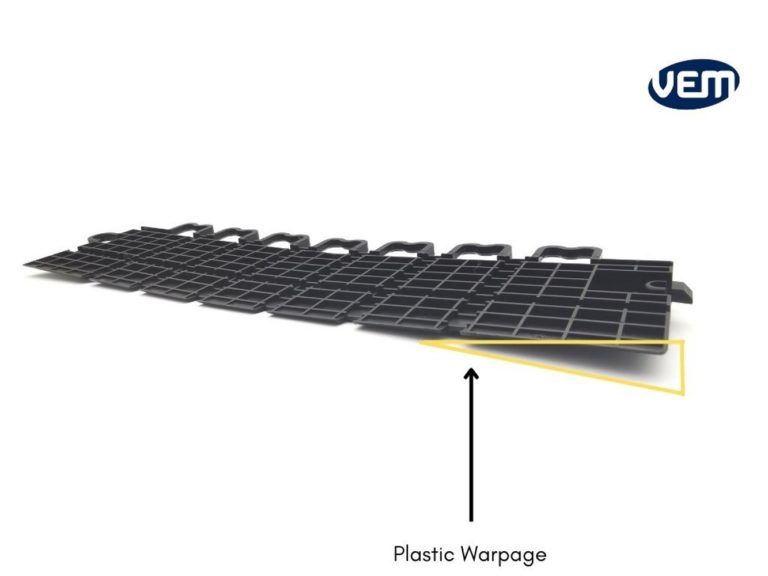
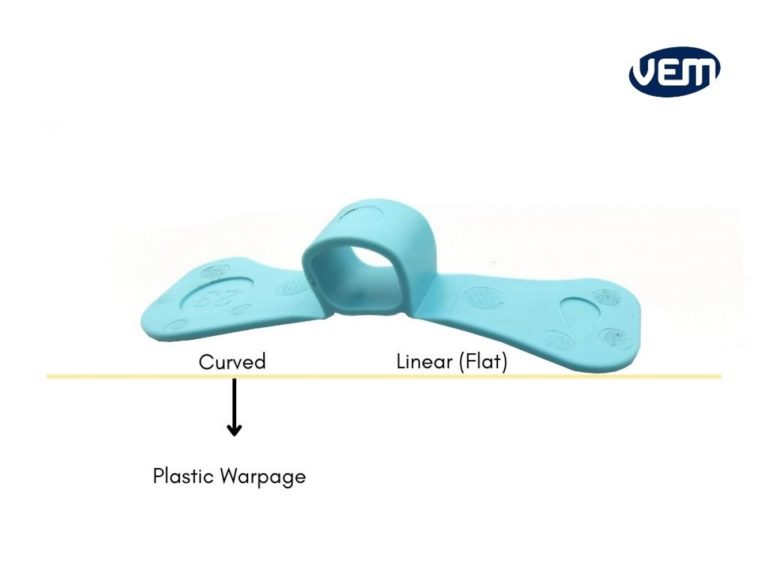
Plastic warpage or plastic warping is usually a dimensional distortion that occurs in a molded product after it is ejected from the mold. Warping in injection molding is actually a deviation which is caused by the unintentional bending and twisting of the plastic part at the end of the injection molding process. This defect can disrupt the functionality of the product or make it visually unacceptable.
The following gallery showcases injection molded parts with plastic warpage defects.


Warping in injection molding is generally caused due to inconsistent cooling of the material which often causes stress on the material. Now that we understand what plastic warping is? let’s understand the various reasons that could lead to plastic warpage defection in injection molding.
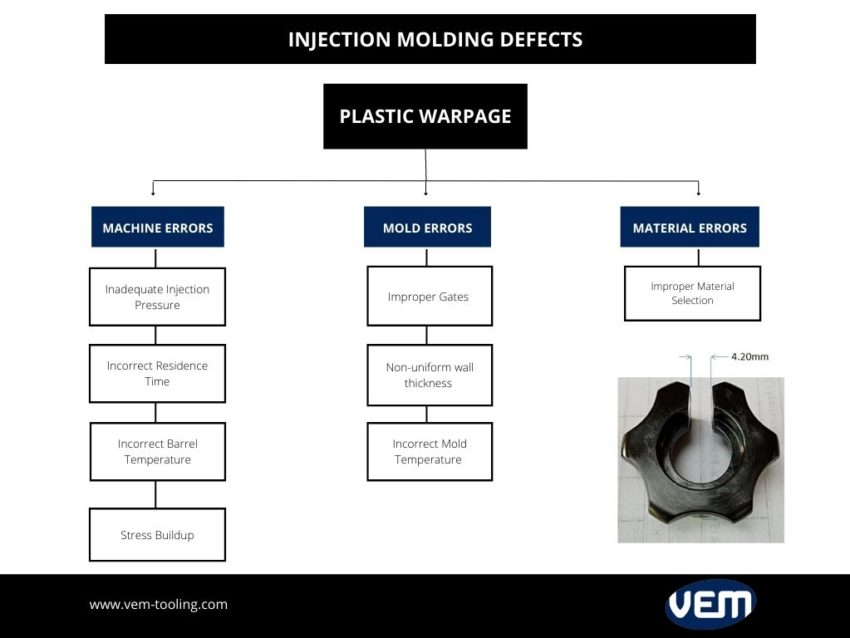
There are various types of machine errors that could lead to internal strain on the material thus, causing plastic warpage in the injection molded part. Let’s understand these machine errors:

The next factor that can cause plastic warpage defects in your product is if the residence time is low or just inadequate. Let’s first understand what residence time means?
Residence time is the exact amount of time, the plastic resin or the material is allowed to be in the barrel so that it is exposed to the heat.
It must be noted that every material has a specific requirement and the manufacturer must allow that amount of time to let the material absorb the heat in the barrel. If the plastic resin is not allowed to be exposed to the heat for that minimum time, it gives the potential for warping defects to arise in the plastic parts.
You can improve your manufacturing process by increasing residence time which will thus ensure proper exposure of the material to the heat. This comes at the expense of the cycle time.

If the barrel temperature is incorrect (generally low), it will not allow the material to reach its optimum temperature before entering the mold. The molecules in the material will thus, not shrink at a uniform rate. This, in turn, increases the chances of plastic warpage.
On the contrary, when the temperature of the barrel is adequate, the molecules cool to pack & constrain at a uniform rate. This greatly reduces the chances of warping defects in the molded part.

Another factor that can cause plastic warping defects in molded parts is if there is an excessive stress build-up. You must note that the stress cannot be eliminated altogether, but it can, however, be minimized.
If the temperature of the barrel is high, lower injection pressures can be used and one must note that lower injection pressures lower the stress buildup. Thus, increasing the barrel temperature to decrease the injection pressure so that the stress is minimized is another factor that mitigates the risk of plastic warpage defect.
The next set of errors that can cause plastic warpage in an injection molded part is if there are any errors related to your mold or mold design. Let’s understand these mold errors:
One of the most common causes of mold errors that leads to plastic warpage defects is if the gates on the mold are not correctly located or if they are altogether improperly designed. Thus, it is essential to optimize the size and shape of the gates in the mold. Let’s understand how improper gates can cause plastic warpage?
The next most important variable to ensure that a warping defect does not arise is to ensure that the mold design has a uniform wall thickness. This is a critical factor as it ensures that the molten plastic cools uniformly throughout the mold, thus, avoiding any plastic warpage defect.
If there is any type of inconsistency in the wall thickness, then there can be shrinkage inconsistency of plastic resins as well. This is especially the case if there are high levels of pressure loss in thin and thick walls within the mold.
The next most common cause of mold errors is setting the mold to an incorrect temperature. The temperature of the mold must match the temperature of the material. This ensures that the material will flow throughout the mold and fill it.
You should also check for the surfaces of the mold that are in contact with the molten plastic to ensure that the mold temperatures across the mold are even. Your manufacturer can use a fast-acting pyrometer to ensure that there isn’t more than a 10 degree F difference between any two points. It must be noted that a difference in temperature greater than 10 degrees F can cause a difference in shrink rates. This, in turn, can lead to plastic warpage.
Plastic warpage defects could also be caused due to improper selection of materials. An experienced manufacturer would ensure that the material is selected as per the design of the part. The idea is to ensure that the material selection fits the design so that it does not cause any issues during molding.
Please be aware that the filled material behaves in a different manner, with the filler material being a major contributor to plastic warpage defects.
Plastic warping in injection molding could arise due to various reasons and in order to avoid it, your manufacturer must ensure that the parts are not only given enough time to cool but are also allowed to cool at a gradual rate. This prevents any type of internal stress from forming.
Having unexpected shrinking rates can also make or break any project. It makes a big difference whether PP material with low shrinking is used or some high shrinkage POM material.
As we have listed above, there are various errors in mold, material selection and injection molding machines that can cause plastic warpage. Thus, your manufacturer must pay attention to all the stated factors in order to prevent these errors. We have listed some of these precautions that can be considered to prevent plastic warpage:

Plastic warpage or warping is a type of injection molding defect which is due to an unintentional twisting/bending of the plastic part. It’s easily recognizable and is caused due to inconsistent compression of the plastic part which could arise due to a variety of reasons.
Warping usually occurs when the cooling is not uniform. It thus causes internal stress leading the plastic material to take uneven shapes. Warping can be avoided by providing sufficient cooling times and ensuring that the mold has a uniform wall thickness.
Sink marks, on the other hand, are areas in a molded part where the surface is deformed into a depression. It generally occurs in the thicker area of the molded part and is usually caused by uneven cooling. Sink marks can also be caused if the pressure in the mold cavity is not optimum. Sink marks compromise the structural integrity thus making it unusable. Sink marks can be avoided by prolonging the cooling time. This allows optimum time to cure the molded part.
Injection molding is a technique that is used to mass-produce efficiently. It is often used to produce quantity with consistent quality in a short time span.

One of the most important aspects of injection molding is ensuring efficiency. Efficiency is key in mass production which is why every cycle needs to run with the highest efficiency and at a near-zero defect rate. In order to ensure that high efficiency is achieved, you must pay attention to the following defects as well:
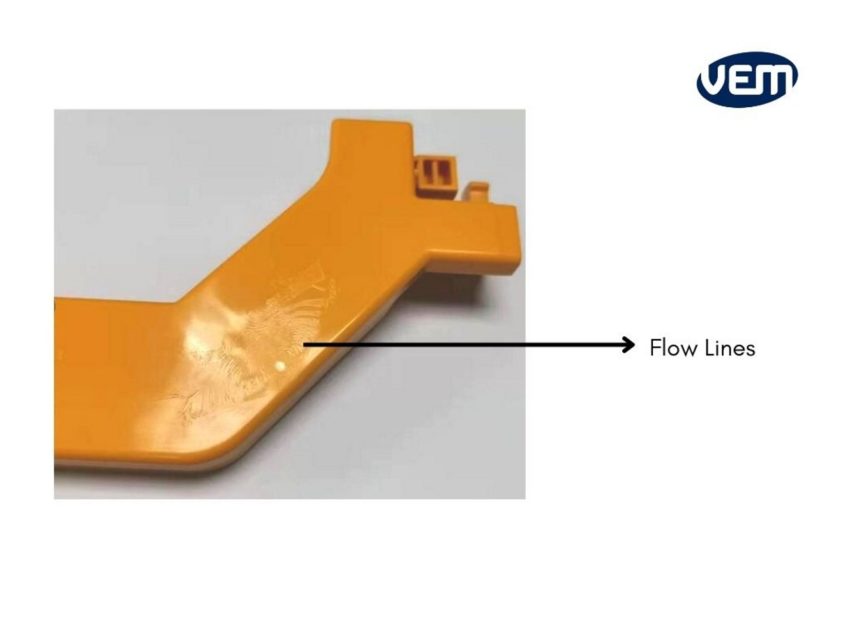
Flow lines generally appear as wavy patterns, or circular ripples, on the molded part. Flow lines are found on the surface of the molded part and are often slightly different in color than its surrounding area. Sometimes, flow lines appear as ring-shaped bands near the entry points of the gates in the mold. Flow lines usually don’t impact the integrity of the product but they are visually unappealing.

A sink mark is usually a type of depression or recess (generally small) upon a consistent molded part’s surface. Sink marks are usually caused due to the shrinkage of the material underneath.
Sink marks most commonly occur on a surface that has ribs, bosses, and other voluminous features on the rear side of the molding. Sink marks occur when the inside part of the molded component shrinks which then pulls the outward material inwards.

Vacuum voids are also known as gas pockets or air pockets. They are basically air bubbles that are trapped in a finished injection molded part. Usually, quality control professionals consider vacuum voids as ‘minor’ defects but if they are larger, they can weaken the molded part.
Vacuum voids are usually caused when there’s not enough plastic in the mold, and as the plastic cools, it leaves empty spaces as the plastic shrinks. Where the plastic touches the mold, it first cools which means that the bubble will not be as visible – This is regarded as a void.
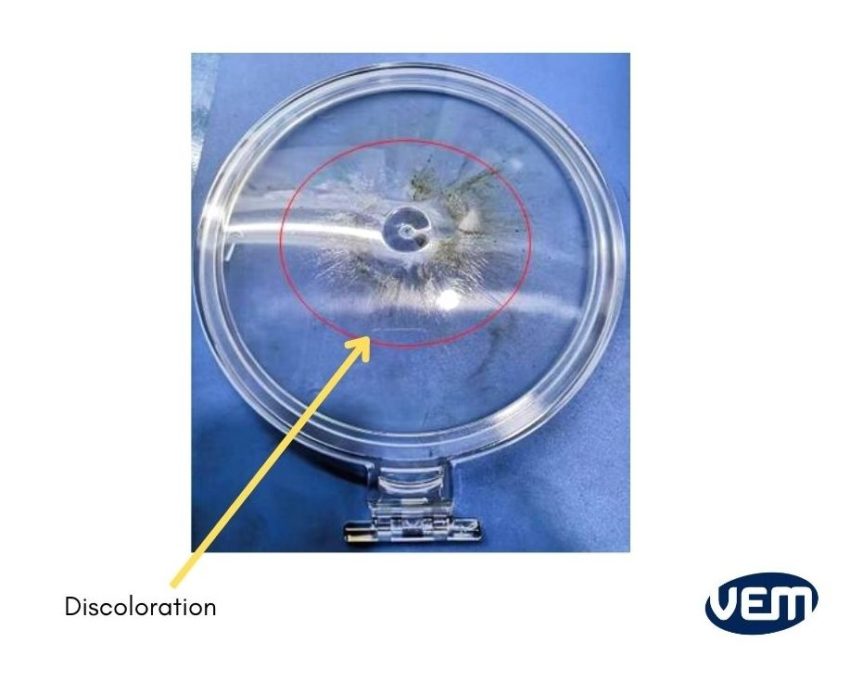
Discoloration defect is also known as ‘color streaking’ and just like the name, it refers to a different color in the molded part than what was originally intended. Often, the discoloration is limited to a localized area or a few streaks on the surface. Though this defect does not affect the functionality, it does affect the appearance of the molded part.
The next type of injection molding defect is ‘Weld Lines’. Weld lines are also known as knit lines.
Weld lines appear on the surface of a molded part where the molten material converges after splitting off into two or more directions in a mold.
When molten plastic flows, it forms a smooth continuous flow until it meets an obstruction. If the flow comes in contact with any type of obstruction, it will split into two different parts so that the flow goes around that obstruction thus, forming two different sides. One side flows through one part of the object and the other one flows through the opposite side of the object. The molten plastic flow now rejoins in the front, leaving behind a slight depression at the surface. The slight depression forms a tiny line which is referred to as the weld line or the knit line.
Short shots are also referred to as non-fills. Short shots refer to incomplete filling of a mold cavity. This results in an incomplete part at the end of injection molding. The primary reason is insufficient plastic fluidity. The main causes for short shots are inappropriate injection pressure and speed. You must also note that non-fill can be an extension of a flow line or knit line condition.
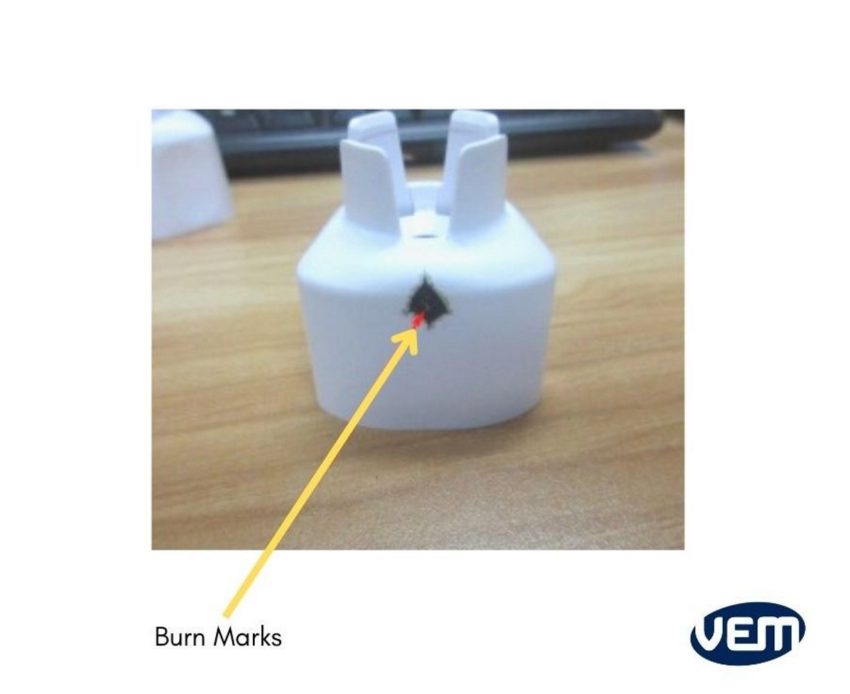
Burn marks typically appear as black or rust-coloured discolouration. They are also visually unappealing and are often seen either at the edge or at the surface of the plastic part.
Burn marks generally don’t affect the integrity of the part until and unless the plastic is burned to the extent of degradation. However, this could lead to problems if the visual appearance is part of the product’s critical features.
Defects can significantly hamper the speed and efficiency of the entire manufacturing process.
It’s important to take a proactive approach throughout the product development process in order to reduce the chances of injection molding defects.
You can contact VEM Tooling to understand how we can help you mitigate the risk of such defects in your manufacturing process.