Injection molding techniques require utmost quality control and exceptional technical expertise as there are various variables that can lead to a visible blemish or a dysfunctional defect of the finished plastic part. Such defects will generally not be accepted by users and therefore, sharply increase the production costs. If defects are too visual or affect the technical function of the part, it is almost guaranteed that those parts will be deemed scrap.
We have already discussed details of plastic warpage and today, we will discuss various details about another type of defect i.e. the weld lines / knit lines. In this article, we will show how weld lines are formed, what type of defect it causes to the finished plastic part, and what can be done to avoid them.
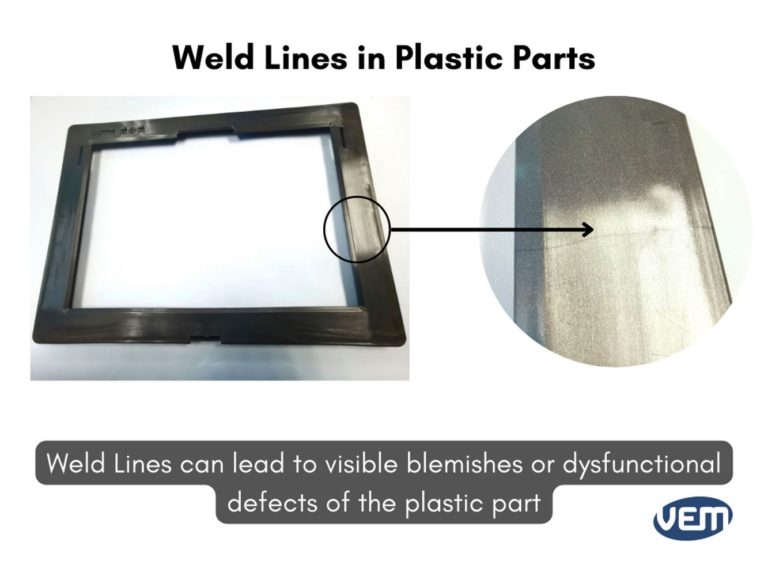
Weld lines also known as knit lines usually occur around obstructions or holes. Not only are they aesthetically unpleasing, but they can also cause weak areas in the finished molded plastic part.
Weld lines are formed when there is an inability of two or more flow fronts to ‘knit’ or ‘weld,’ together during the molding process.
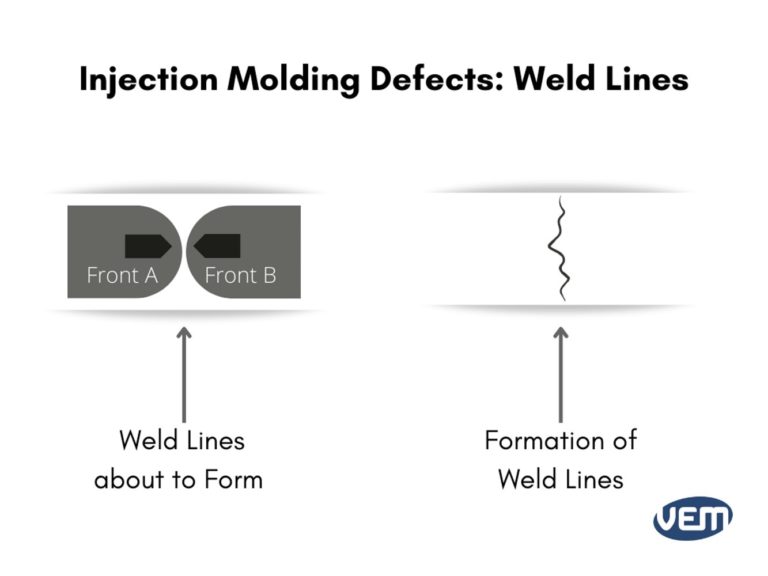
In injection molded parts, there are 2 types of weld lines:
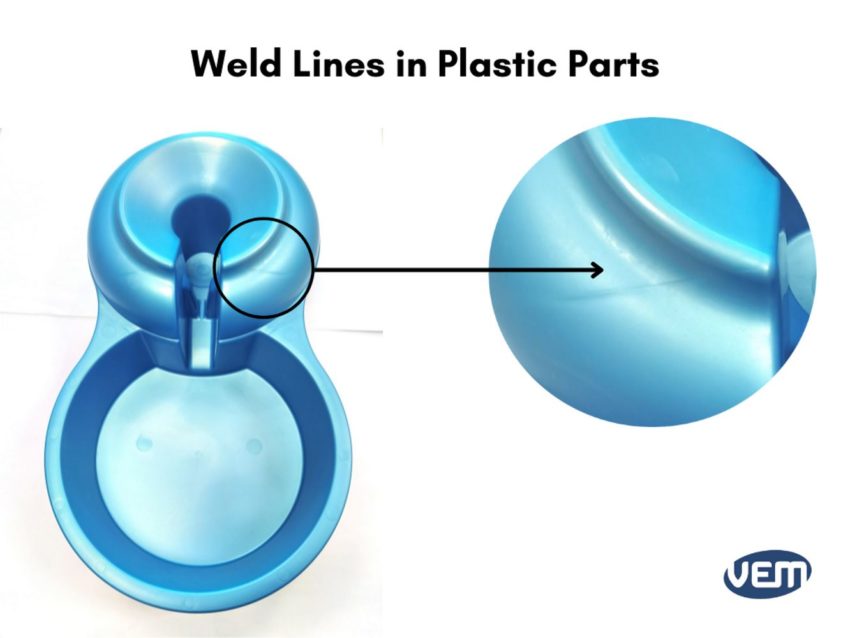
The following gallery showcases injection molded parts with weld line defects.
Generally, when the two melt flows collide in a mold cavity, they are supposed to fuse back together. Now, spending upon a variety of factors, they can either fuse together perfectly or imperfectly which causes the formation of weld lines. Weld lines affect the plastic part in 2 ways:
Now that we understand what weld lines are, let’s understand the various reasons that could lead to knit lines or weld lines in injection molding.
The injection molding process is carried out by melting the plastic resins in the injection unit. The raw material is first fed through the hopper into the injection molding press, which is then advanced towards the mold by the injection unit. The molten plastic cools inside the mold cavities which further solidifies into the shape of the part.
Now, when the design includes a hole, notch, or certain other features, this can divide the flow of the molten plastic into two separate ‘flow fronts.’ The material now flows in two different streams and eventually meet each other. When the two flow fronts meet, the molten plastic joins together and often forms a slight line on the plastic part. There is inadequate interfusing of the plastic at the spot, where the line is formed.
This may be because cooling and re-solidification of the plastic fronts have already occurred or it may be on a molecular level, where the molecules are not oriented in the same direction of the flow path. In either of the cases, the result is a weld line.
Some of the reasons that can cause weld lines are listed below:
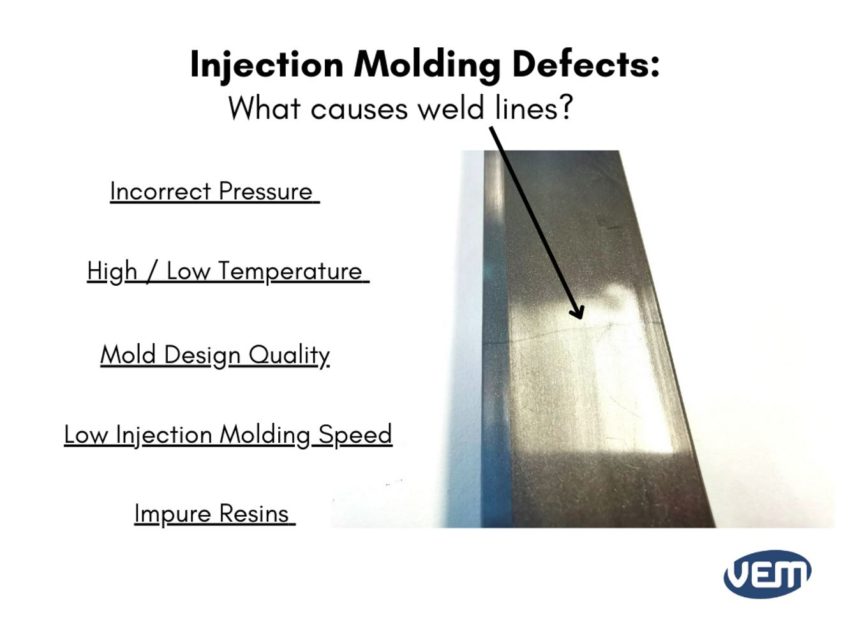
One of the first reasons for weld line formation is incorrect pressure. A broad weld line can be formed if the pressure is not enough to push the flow and meld the molten plastic back together.
Probable reasons for this to occur are if the machine or its setting is faulty.
The next reason that can lead to weld lines is incorrect temperature. If the temperature is not high enough, it may lead to the premature solidification of the molten plastic. This causes the solidification of some parts faster than others which can eventually lead to the formation of weld lines.
In addition, it is also possible that the temperature required for continuous resin flow might drop in various places such as the mold, the runners to the mold, and the injection molding machine.
It is imperative that the design of the mold is of the highest quality. A mold with a poor design can cause weld lines in various areas of your finished plastic part. Some of the most common reasons for the formation of weld lines due to mold design are improper wall thickness and improperly placed gates.
The next factor that can cause weld lines in your finished plastic part is low injection molding speed. If the speed is low, molten plastic will travel slowly through the mold which will not allow the fronts to not cool at equal times. If one front cools before the molten plastic touches the other, it could lead to the formation of weld lines in the finished plastic part.
Another factor that can cause weld lines in your finished plastic part is if the plastic resins are impure. If the resins are impure, the molten plastic will not flow smoothly through the mold which means that one part of the flow will be faster than the other.
We have enlisted various factors that can cause the formation of weld lines and now, let’s understand what are the precautions that injection molders and tool makers can implement to avoid the occurrence of weld lines.
Injection molders fix various variables to minimize weld lines. In addition, they also ensure solving one weld line issue doesn’t create another type of defect.
Weld lines can be eliminated by ensuring a single front throughout the molding process and by ensuring that the line is well covered. Here are some ways to fix weld lines in injection molding:
In addition to weld lines, there are various defects that can significantly hamper the efficiency of the entire manufacturing process. This leads to increased costs and wastage of resources which is why it’s important to be proactive throughout the product development process. A proactive approach during the manufacturing process can greatly reduce the occurrence of injection molding defects.
You can contact VEM Tooling to understand how our team can help you with your project and mitigate the risk of defects in your manufacturing process.