Injection molding is an efficient manufacturing process but there are various variables that can lead to a visible blemish or a dysfunctional defect such as vacuum voids on the finished plastic part. Such plastic molding defects often compromise the integrity of the plastic parts, and, they thus, sharply increase production costs. If the injection molding defects are too visual or affect the technicality of the plastic part, then those plastic parts are scrapped.
We have already discussed details of weld lines, sink marks, and plastic warpage, and today, we will discuss another type of defect i.e. vacuum voids. In this article, we describe how vacuum voids are formed, what type of impact this injection molding defects has on the finished plastic part, and what can be done to avoid them.
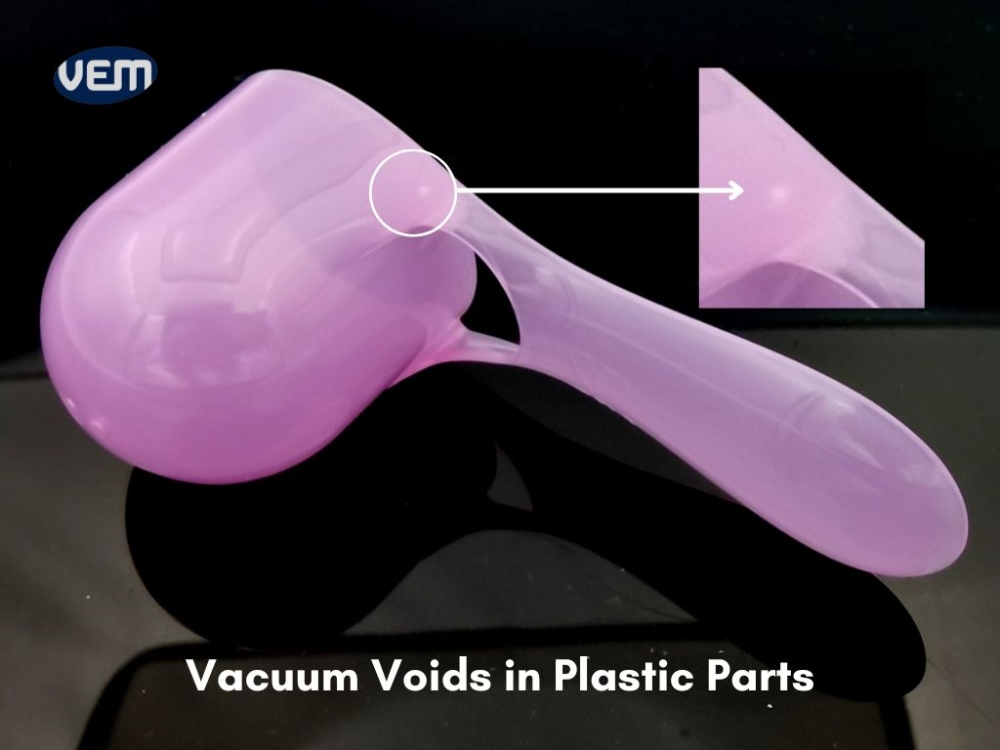
Vacuum voids, also known as air pockets, are trapped air bubbles in a finished plastic part of a molded component. Usually, it’s regarded as a ‘minor’ defect that does not necessarily compromise the functionality of the product, however; larger or more numerous voids can weaken the molded part.
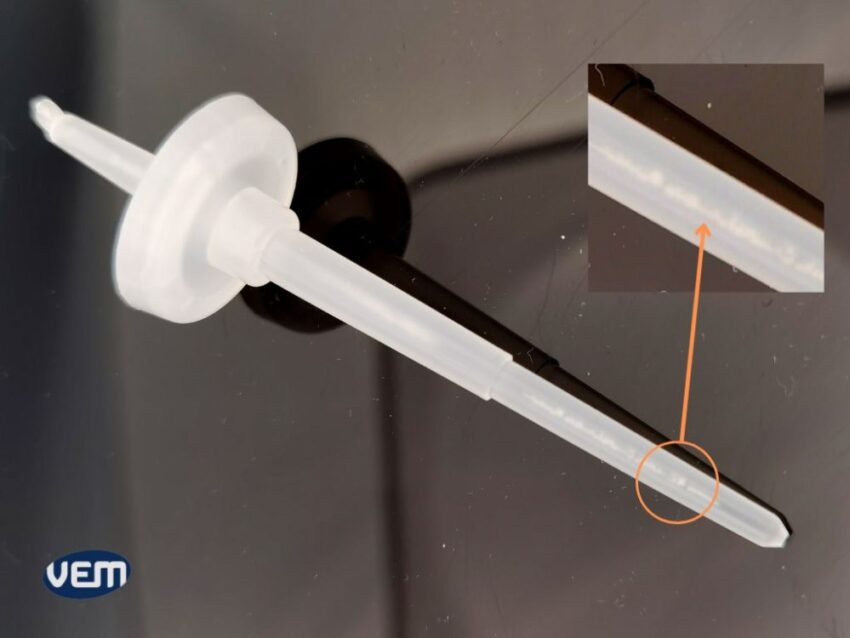
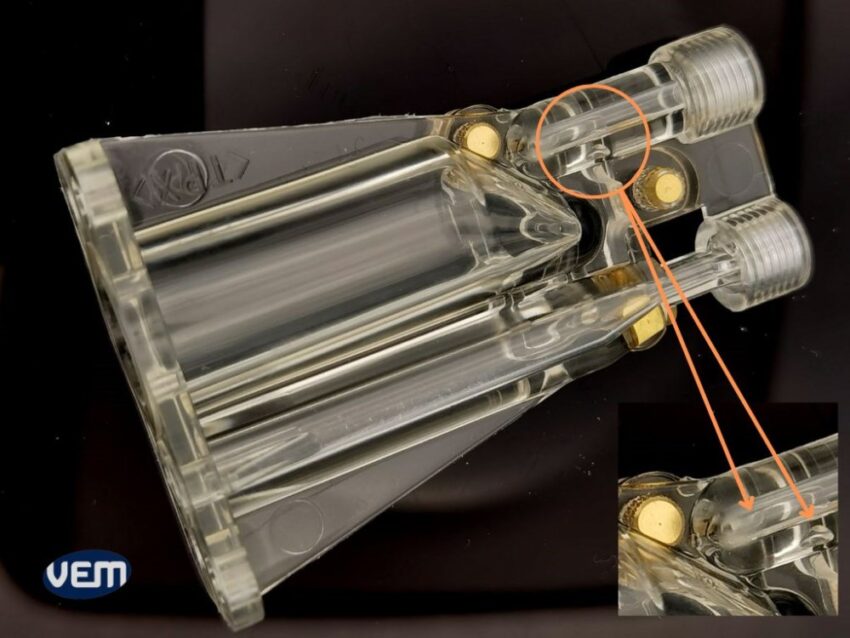
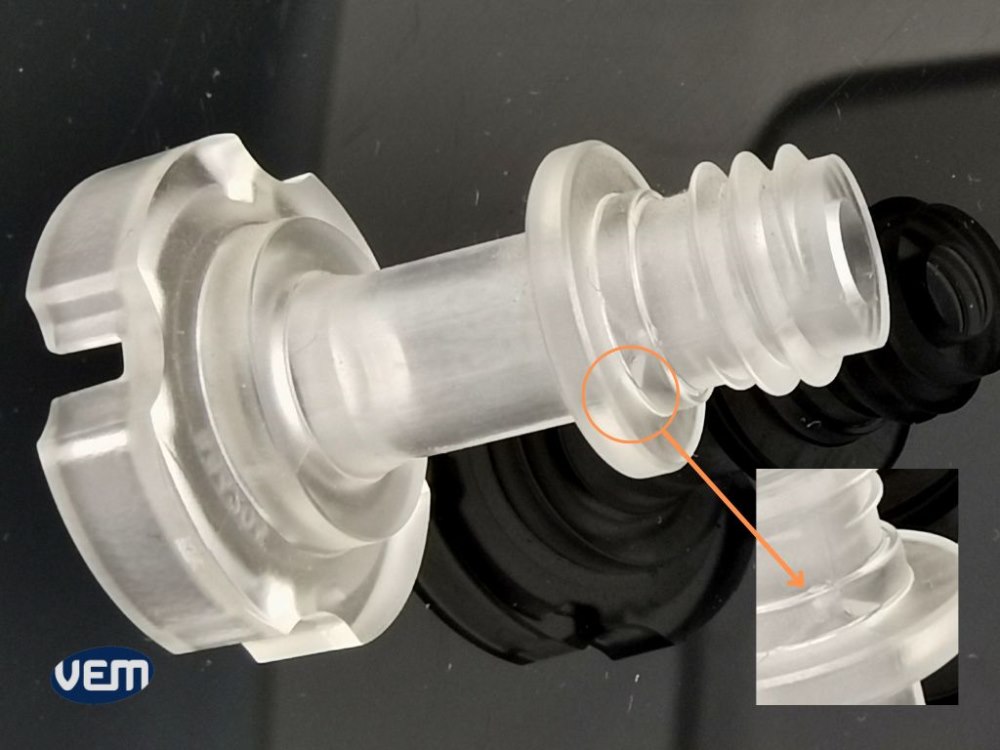
Vacuum voids or air bubbles in injection molding are often referred to as shrinkage in the interiors of a plastic part. They can be easily seen in transparent plastic parts. In opaque plastic parts, they are not easily seen but they can be discovered by sectioning the part or CT scanning it.
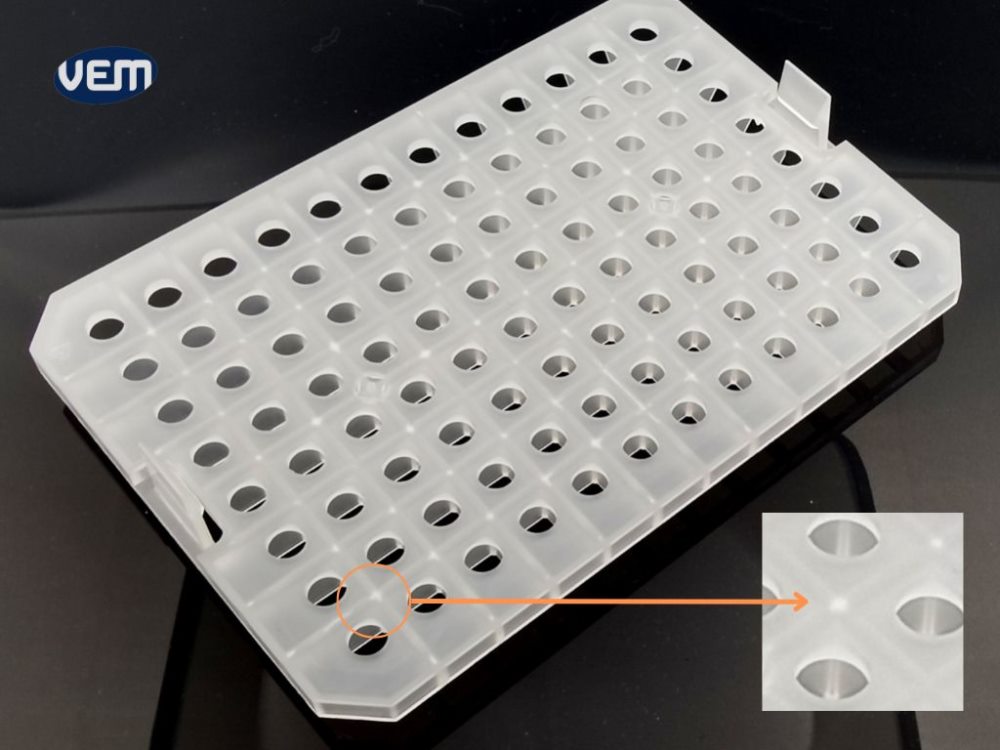
Vacuum voids are one of the most common injection molding defects found in thick wall injection molded parts. They are generally found in an area where the walls of the mold are very thick or where multiple channels come together to form a rib or a wall. These areas of the mold are especially susceptible to uneven cooling or shrinking.
The following diagram illustrates the possibility of the formation of vacuum voids:

The above image is a cross-sectional picture of a vacuum void formed at an area where the outer section of the plastic has a small support ridge.
You should note that vacuum voids and gas pockets are very often, interchangeably used but they are primarily different. They both are essentially air-flow-related issues however, there is a distinct difference between them which can be perused using a simple heat test.
If you warm the plastic part, where the bubble is formed, it either collapses or expands. If the bubble expands, it’s a gas pocket and if the bubble collapses, it’s a vacuum void.
Gas pockets in the finished part may occur as a result of jetting which is a front flow issue.
There are various causes that can lead to the formation of vacuum voids in a plastic part. These reasons can range from mechanical to chemical and are listed below:
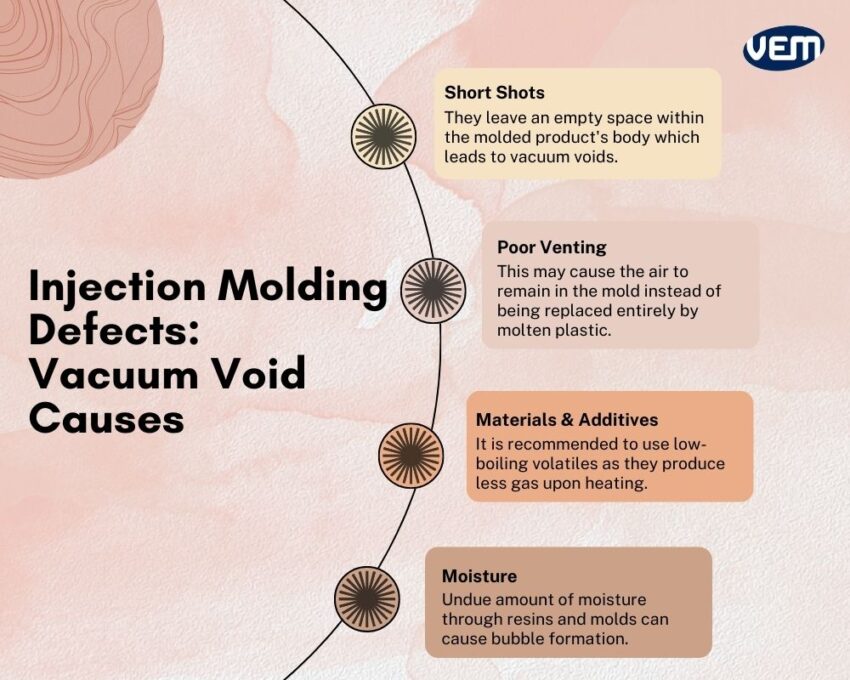
Vacuum voids occur in injection molding processes if there is an insufficient amount of molten plastic injected into the mold. This is often caused due to short shot, an injection molding terminology that refers to a process step that did not introduce a sufficient amount of molten plastic into the mold. Short shots often leave an empty space within the molded product’s body as the molten plastic cools which leads to the formation of vacuum voids.
It’s essential that air makes way for the plastic in a mold. If there are venting problems such as poor venting or poor mold design in the mold, the air is trapped. Thus, poor venting may cause the air to remain in the mold instead of being replaced entirely by molten plastic.
Vacuum voids can be caused due to an undue amount of moisture. Moisture can enter the mold through damp material. If the plastic resins are not dry enough, they will introduce vacuum voids, thus, it is essential to incorporate resin dryers in your injection molding process.
You should also note that there may be instances where the water in the molten plastic can turn to vapor leading to the formation of bubbles. Additionally, the water in the mold may also vaporize within the plastic resin which could lead to the formation of bubbles.
If the hardness of the plastic isn’t optimal, or high enough or there isn’t enough fiber (additives) mixed with the raw material, then it will cause the material to shrink unevenly leading to the formation of vacuum voids.
There are certain types of resins that can produce gas when they are heated due to low-boiling point volatiles. The volatile compounds which are part of the plastic resins can also form into gas upon heating.
Additionally, certain types of resins or additives can decompose (burn) at higher heat. Not only does this damage the plastics, but it also releases gasses in the mold. Therefore, excessive heating can also cause vacuum voids.
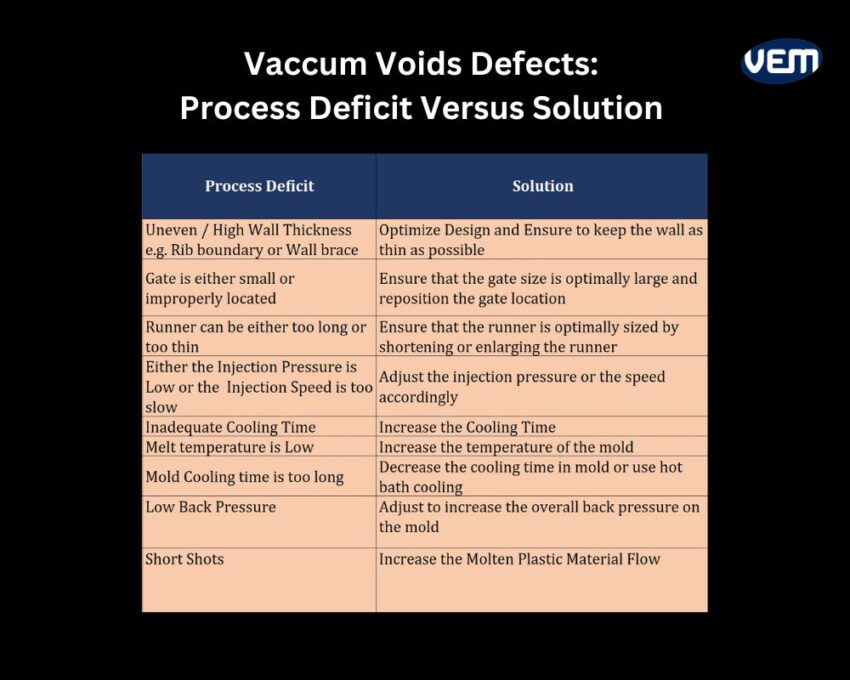
It is imperative to focus on identifying the underlying cause of the vacuum void and then adjusting the injection molding process. This could include changing the injection pressure or cooling rate, runner or gate size, or making design changes to the mold itself.
All potential causes of voids should be examined and investigated in order to determine the root cause after-which necessary and corrective actions can be taken to eliminate this defect. Here are some ways to fix vacuum voids or the bubble defect in injection molding:
Vacuum voids are generally due to thick wall sections. You should note that the mold steel is cooler than the molten plastic material, and this creates a void because the outside cooling is faster than the inside thus, it is essential to take into consideration the holding pressure and time so that the molten plastic can align with the mold’s walls.
As described earlier, vacuum voids or air bubbles are normally caused due to nonuniform or abnormally thick walls and one of the best ways to eliminate vacuum voids is by redesigning the plastic part to eliminate thick sections. Another way is by incorporating a higher mold temperature that allows all of the surfaces to cool at a more uniform rate.
You can also fix the vacuum voids by increasing the gate size or moving the gate to a thicker section of the part. This prevents premature cooling where the material is most vulnerable to voids. A larger gate that takes longer to solidify will also allow more melt to flow into the cavity and this would compensate for the mold shrinkage.
In addition, the manufacturer can also consider increasing the size of cold runners. Although, this should be based on the type of material that is being used to make the plastic part.
It is established that plastic molding defects such as vacuum voids or air bubbles are majorly caused due to thick or nonuniform walls. It indeed indicates that a uniform wall thickness is necessary to avoid vacuum voids, however, sometimes thicker walls cannot be avoided. Vacuum voids are more difficult to avoid in molded parts that are thicker than 6 mm.
Vacuum voids form when the outside layer of the part cools faster than the inner layer of the part which leads the inner layer to pull apart leading to the formation of vacuum voids. When this occurs, processing parameters will tend to have the biggest influence on eliminating voids.
You can change the process parameters in one or more of the following ways to fix the vacuum voids and bubble defects:
One of the chief causes of vacuum voids is generally the lack of sufficient injection pressure while injecting the material into the molds. This results in quicker cooling of the outer layer of material which is closest to the wall. This rapid cooling traps air bubbles and leaves vacuum voids inside the products’ material. Thus, it is imperative to inject the molten plastic at high pressure to prevent the formation of vacuum voids and air bubbles. This step removes the air bubbles by forcing more material into the mold.
While mold design and process parameters can be the primary causes of voids, it is essential to keep a check on the materials and their additives as they can also contribute to the formation of voids.
If it’s possible, you should choose materials that have a lower viscosity. Viscosity is defined as the resistance to flow and the bubbles that arise in lower-viscosity liquids tend to become flatter due to the effects of inertia. Thus, this limits the risk of air bubbles in molten plastic.
Materials that are low viscosity, flow thinly and quickly, whereas high viscosity materials flow thickly and slowly. For example, Nylon has a lower viscosity than styrene and it thus flows thinner and faster than styrene.
You should note that the temperature also plays an important role in adjusting the viscosity. Increasing the temperature will lower the viscosity of the material thus, boosting the speed of flow. However, higher temperatures not only add to the cycle time but are also detrimental to the materials. Higher temperatures can cause material degradation and the production of more gas. You should also consider the melt temperatures of the material to assure that the barrel temperature is within the tolerances of the melt window. In addition, controlled cooling of the molten material can also help in preventing vacuum voids.
You should also ensure that the material is thoroughly dry and there is no moisture left. This minimizes any off-gassing due to moisture that could potentially contribute to voids.
There are various reasons that may cause vacuum voids in a molded part and they can significantly hamper the efficiency of the entire manufacturing process.
Some of the chief causes of vacuum voids are thick walls in the mold and inadequate molding pressure. Thus, re-designing the mold and increasing the pressure can help force trapped air out of the mold cavity. In other cases, plastic closest to the wall of the mold may cool quickly, thus, causing it to pull the material outside, creating an abscess. In addition, the material itself may be especially vulnerable to voids if its density changes significantly from a molten to a hardened state. It is essential to understand these causes in order to avoid them.
VEM Tooling team has the expertise to help you understand these technicalities and our proactive approach can greatly reduce the occurrence of injection molding defects.
You can contact VEM Tooling to understand how our team can help you mitigate the risk of defects and achieve a seamless manufacturing process.
Vacuum voids are formed due to incomplete filling of the mold cavity. The most common causes of vacuum voids include inadequate injection pressure, poor material flow, and insufficient injection molding pressure.
How do vacuum voids affect the visual appearance of the plastic part?
Whether vacuum voids are visible or not, they may still be indicative of other problems, and depending on how a part is loaded, they may or may not affect the part’s physical strength.
It’s easy to distinguish between a vacuum void and a gas pocket. Warm the area where the bubble is formed in the plastic part, where the bubble is formed, it either collapses or expands. If the bubble expands, it’s a gas pocket and if the bubble collapses, it’s a vacuum void.
{kind=link}
{kind=link}
{kind=link}